电话:18653406906
18653406907
传真:0534-7630666
邮箱:jnbochen@163.com
网址:www.sdbochen.com
地址:山东禹城市高新区东外环路1999号

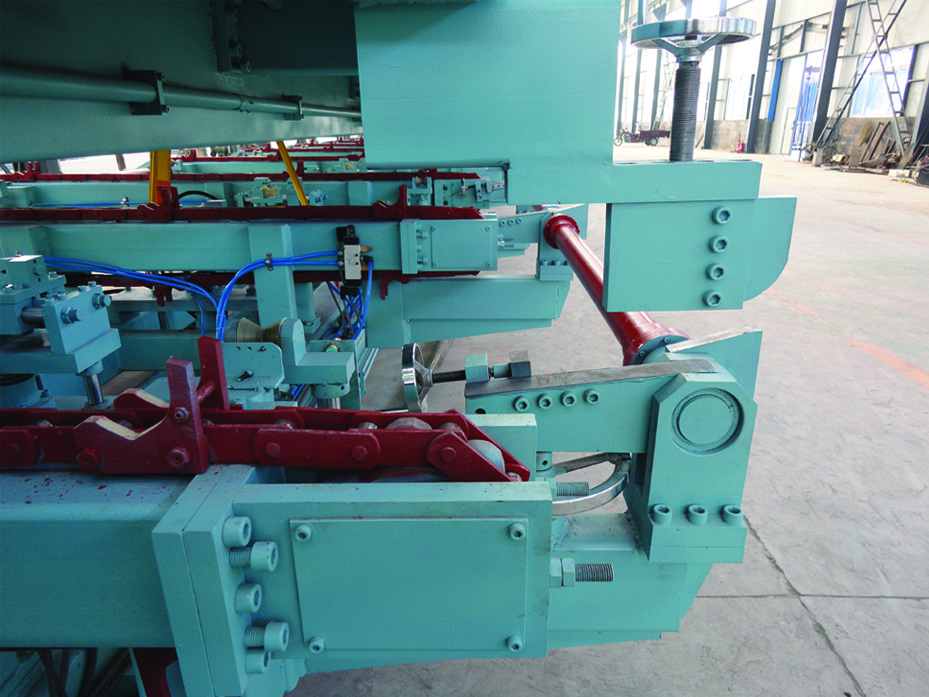
杭州自动钢管探伤机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。杭州自动钢管探伤机滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。

2018年02月,山东某钢厂检修时发现自动钢管探伤机价格立柱螺纹及对应螺母螺纹均呈现磨损。考虑到拆除返厂或外协机加工修理周期长、费用高,并且会严重影响企业的接连出产,构成企业所不能接受的经济损失。针对此问题与我公司进行了接洽,并与公司达成了在线修正合作事宜,两边并就此展开了积极合作。杭州自动钢管探伤机是部分钢铁厂正常出产的重要设备,其在运转中呈现损坏停机,将严重影响企业的正常出产。此类问题企业选用传统修正方法很难完结现场修正,只能选用作废替换或外协加工进行修正,选用替换部件或外协加工修正受费用高、时刻长的约束企业难以接受。而选用高分子复合资料经过现场修正,为企业节省了宝贵的出产时刻,费用低价,并且为企业供给了一套全新的修理保护技能手法,再次遇到类似问题时,企业能够在榜首时刻自主处理。福世蓝技能的呈现,完善了企业的设备办理体系,为企业快速、高效修正设备运转中呈现的各种问题供给了手法和依据,为企业设备办理水平的进步奠定了杰出的技能根底。
杭州自动钢管探伤机实验前查看:1、查看压力表规范契合实验量程,并在有用校验期内。2、查看压力泵完好,水泵与实验场所衔接收畅通。3、查看各电器开关、电器、线路完好,外壳有安全牢靠接地设备。4、自动钢管探伤机价格查看被试压工件外表有无缺点,隔爆面无划伤、磕碰,一切紧固件拧紧,不得松动。操作步骤。1、设备壳体上调查窗、引进设备等的工装,紧固牢靠,密封胶垫设备正确,确保不发生走漏。2、将隔爆壳体平坦的放在水压台工装上,确保密封胶垫与壳体、实验工装严密结合后,均匀紧固各压紧设备。3、将进水阀门、水压实验机水管及压力表衔接至壳体上。4、翻开进水阀门,将壳体注满水。5、翻开上端排气阀门,发动水压实验机,待排气阀有水溢出后,关闭排气阀,6、缓慢添加压力,注意调查壳体的变化,发现异常,当即中止水压试压机。
杭州自动钢管探伤机螺旋钢管是以带钢卷板为原资料,经常温揉捏成型,以主动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。(1)原资料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)自动钢管探伤机价格带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,外表清理运送和予弯边处理。(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满意焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点,主动报警并喷涂符号,出产工人依此随时调整工艺参数,及时消除缺点。

杭州自动钢管探伤机直缝钢管就焊接工艺可分为电阻焊直缝钢管和埋弧焊直缝钢管,其间电阻焊直缝钢管又分为高频焊直缝钢管,中频焊直缝钢管,低频焊直缝钢管,而埋弧焊直缝钢管又名双面埋弧焊直缝钢管或许LSAW直缝钢管,其间的LSAW是 (Longitudinally Submerged Arc Welding的缩写简写为LSAW)。自动钢管探伤机价格电阻焊直缝钢管又名ERW直缝钢管其间的ERW是(Electric Resistance Weldin),的缩写简称为ERW。高频焊直缝钢管又名ERW直缝钢管。ERW是电阻焊接钢管的一种总称,直缝高频电阻焊管(Electric Resistance Welding,简称为ERW)ERW分别是对应英文单词的榜首个字母。电阻焊接钢管分为沟通焊钢管和直流焊钢管两种方法。沟通焊依照频率的不同又分为低频焊、中频焊、超中频焊和高频焊。高频焊首要用于薄壁钢管或一般壁厚钢管的出产,高频焊又分为触摸焊和感应焊。直流焊一般用于小口径的钢管。




