电话:18653406906
18653406907
传真:0534-7630666
邮箱:jnbochen@163.com
网址:www.sdbochen.com
地址:山东禹城市高新区东外环路1999号
钢管按品种的不同,精整工序也不同。一般包含矫直、切断、热处理、查看、实验、打印、称重、包装等工序。下面仅介绍湖州自动水压机工艺流程:光管→矫直→钢管内部吹吸灰→探伤(超声和涡流)→平头倒棱→(水压实验)→称重、测长→标记→包装→成品。钢管精整意图是什么?因为钢管的质量要求较高,以及在各出产工序中不可防止地会发生各种缺点,并且,钢管精整能够进步产品层次,满意客户的一些特别需求,进步产品竞争力,完结企业利润。因而钢管冷却后有必要进行精整和各种加工处理。湖州自动水压机钢管的矫直意图是什么?矫直工序的意图是消除轧制、运送、冷却和热处理进程中发生的钢管曲折,别的还兼有减小钢管椭圆度的效果。矫直效果首要是经过调节矫直辊,由此发生钢管的纵向重复曲折,与此一起每对矫直辊还对钢管施加必定的压力,使钢管横截面发作重复的椭圆变形。一起曲折变形逐步减小,到达钢管被矫直的效果。

湖州自动水压机能够加大液压体系凸轮的升程与缝隙,然后优化凸轮运用的敞开力,削减齿轮的磨损量,能够让分配器的排水阀门敞开度大于26.6毫米,然后到达最规范装备。关于充液罐中压力超越了1.1mpa之后,有必要要进行报警,依据实践毛病发生条件来对液压分配器机芯敞开度进行有用猜测,当在阀门敞开度小于实践敞开度数值的25%之后,要及时进行检修,这样能够杜绝实践作业中液压体系加压发生的毛病问题。自动水压机多少钱运用进程中要进行重点监测,特别要在运转进程中优化阀门的敞开时刻,以防水压机阀门敞开过快而使得液压较大而将水阀冲破,并且要防止敞开力过大,使得齿轮过量磨损。咱们能够经过以上的研讨,对现代水压机液压体系的日常运用、保护等运用作业有着较为深入全面的了解,能够让咱们了解到提早预防比后期修理的重要性。可是咱们需求重视日常的机械保护保养作业,许多毛病是能够防止的。并且也要对日常的零件加作业业与质量进行有用操控与了解,这样对咱们扫除体系毛病与后期修理作业有着巨大帮助。

湖州自动水压机针对螺纹问题,传统处理办法是热喷涂后机加工修正或许将原螺纹车削掉从头加工新螺纹,但两者均存在必定弊端。热喷涂高温发生的热应力无法完全消除,易构成原料损害,导致部件呈现曲折或断裂,一起因剪切力的影响新喷涂的螺纹易掉落;而车削掉原螺纹从头加工螺纹,不只耗时耗力,并且还需从头装备对应的对开螺母。福世蓝高分子复合资料2211F是一种抗高温、抗强腐蚀并能够机加工的金属修正、保护复合资料,此资料具有杰出的粘结力和机械功能,不只具有金属所具有的强度、硬度,还有其让步性,修正后不只能够满意所需的精度、强度还能够下降设备在运转中接受的冲击振动,可满意设备在运转中接受各种复合力的要求。自动水压机多少钱经过现场快速施工即可对磨损的螺纹完结在线修正。
1、湖州自动水压机水压实验是查看锅炉承压部件严密性的实验,水压实验的规模应包含锅炉一切承压受热面体系,本体规模内的汽水管道和附件,它是确保锅炉安全运转的重要措施之一。2、水压实验分为作业压力实验和超压实验两种。作业压力实验应依据检修和查看的需求可随时进行,实验压力为高温过热器出口蒸汽压力(5.29Mpa)。自动水压机多少钱超压实验一般用于新设备的锅炉和锅炉检修中替换了较多的承压部件的状况,其实验压力为汽包作业压力的1.25倍(7.29Mpa)。超压实验和作业压力的水压实验一般都以二次门为准,禁止一次门、二次门都参与水压实验。
1、湖州自动水压机水压实验前的查看与准备作业完毕后,可按“锅炉上水”之规则向锅炉上水。2、上满水后经查看确认无泄漏时即可缓慢升压,升压速度应操控在0.1~0.3MPa/min,锅炉升压时,有必要运用给水旁路门操控压力,当压力升至作业压力的10%(0.53Mpa)时,应暂停升压,进行一次全面的细致查看。3、自动水压机如状况杰出,即可继续升压,当接近作业压力时,应特别注意压力上升速度有必要缓慢均匀,并严防超越作业压力,当压力升至作业压力时当即中止升压,对锅炉进行全面查看,并注意监视在20分钟内的压力下降状况。假设查看没有发现焊缝有渗漏或湿润现象,承压部件没有残余变形,且20分钟压力下降不超越0.2Mpa即为合格。4、假设锅炉需求进行超压实验,应在作业压力实验合格后均匀缓慢进行。在进行超压实验前应将安全阀“压死”,将汽包就地水位计解列,查看人员中止作业并退呈现场后方能缓慢升压,升压速度不超越0.1MPa/min。

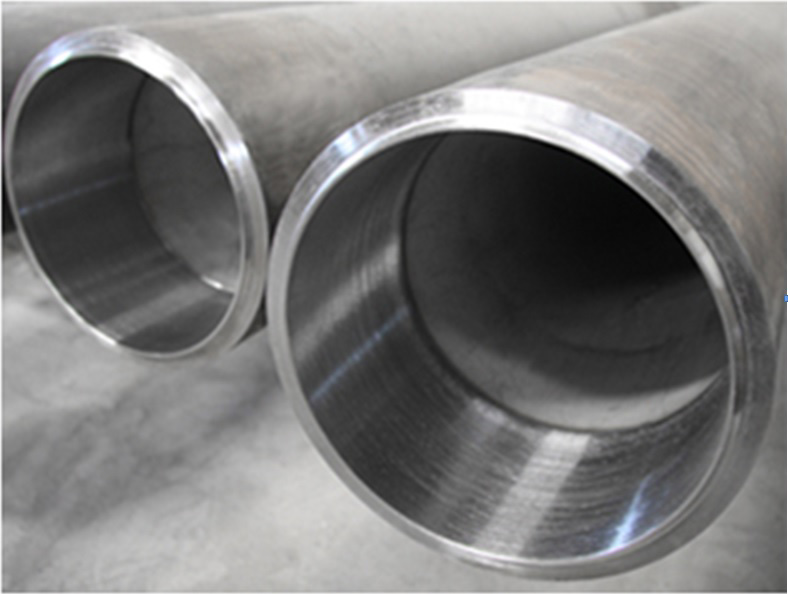
湖州自动水压机单层式筒体 筒体的器壁在厚度方向是由一全体资料所构成,也便是器壁只要一层 (为防止内部介质腐蚀,衬上的防腐层不包含在内)。单层筒体按制作方法又可分为单层卷焊 式、全体铸造式、锻焊式、非焊接瓶式等几种。湖州自动水压机其间单层卷焊式结构是现在制作和运用最多 的一种筒体方法,它选用钢板在大型卷板机上卷成圆筒,经焊接纵焊缝成为筒节,然后与封头或端部法兰拼装焊接成容器,图1-1所示筒体即为单层卷焊式结构。而全体铸造式结构是 最早选用的筒体方法,制作时筒体与法兰可整锻为一体或用螺纹衔接,整个筒身没有焊缝。 焊接技能开展后呈现了分段铸造,然后焊接拼合成全体的锻焊式筒体。非焊接瓶式筒体首要 有两种制作办法:一种是由无缝钢管经过两头热旋压收口制成;另一种是钢锭冲压后再 经过热旋压收口。一般,全体铸造式和锻焊式筒体首要用于高压和高压容器中,而非焊接 瓶式筒体常用于制作非焊接大容积瓶式压力容器。




