电话:18653406906
18653406907
传真:0534-7630666
邮箱:jnbochen@163.com
网址:www.sdbochen.com
地址:山东禹城市高新区东外环路1999号
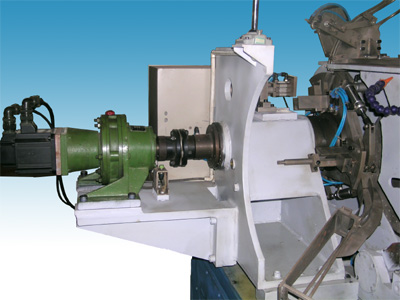
珠海全套大型焊管制造机组是钢管出产过程中的一个重要设备,在以往制管出产线中,钢管水压机打完水压后,钢管的一端被卡在固定端密封圈里,无法脱开送走钢管,一般解决办法是让移动端下赶紧设备上下升降几回,使钢管上下摇摆几回,慢慢地从固定端的密封圈里拔出,才干将脱开的钢管送走,进行下一根钢管的镇压作业。上述办法操作杂乱,占用了大量的时刻,存在安全隐患,严峻制约出产功率。珠海全套大型焊管制造机组笔者通过现场调试总结经验,设计了一种钢管夹紧让步设备,解决了钢管打完水压被卡在密封圈里无法脱开的问题。钢管夹紧让步设备由下夹紧设备、上夹紧设备组成,分别与固定在上下拉力梁上的导轨相连,由4个固定在上下拉力梁上的油缸驱动上夹紧设备、下夹紧设备移动,移动距离规模为0~200mm,使钢管从固定端的密封圈拔出,平稳地将钢管送出。

密封珠海全套大型焊管制造机组机构如下图所示,由密封圈和试压头组成。密封圈又由一个聚氨橡胶环、若干扇形支承块和L形协作器组成,试压头的密封腔接通液压源。静水压实验中,高压水效果在大空隙密封胶圈外沿和Y型密封,胶圈外沿发生形变,沿着工装方向压紧工装和试压头,一同Y型密封也发生形变,沿着工装径向方向压紧工装和试压头。珠海全套大型焊管制造机组在水压实验过程中,大空隙密封、Y形密封、工装与试压头组成密封腔,确保高压水不会从工装和沿钢管径向方向走漏,确保了水压实验过程中的密封,效果在大空隙密封和Y型密封上的压力与钢管内水压压力保持共同,确保了密封效果。

珠海全套大型焊管制造机组能够加大液压体系凸轮的升程与缝隙,然后优化凸轮运用的敞开力,削减齿轮的磨损量,能够让分配器的排水阀门敞开度大于26.6毫米,然后到达最规范装备。关于充液罐中压力超越了1.1mpa之后,有必要要进行报警,依据实践毛病发生条件来对液压分配器机芯敞开度进行有用猜测,当在阀门敞开度小于实践敞开度数值的25%之后,要及时进行检修,这样能够杜绝实践作业中液压体系加压发生的毛病问题。全套大型焊管制造机组厂家运用进程中要进行重点监测,特别要在运转进程中优化阀门的敞开时刻,以防水压机阀门敞开过快而使得液压较大而将水阀冲破,并且要防止敞开力过大,使得齿轮过量磨损。咱们能够经过以上的研讨,对现代水压机液压体系的日常运用、保护等运用作业有着较为深入全面的了解,能够让咱们了解到提早预防比后期修理的重要性。可是咱们需求重视日常的机械保护保养作业,许多毛病是能够防止的。并且也要对日常的零件加作业业与质量进行有用操控与了解,这样对咱们扫除体系毛病与后期修理作业有着巨大帮助。
珠海全套大型焊管制造机组实验前查看:1、查看压力表规范契合实验量程,并在有用校验期内。2、查看压力泵完好,水泵与实验场所衔接收畅通。3、查看各电器开关、电器、线路完好,外壳有安全牢靠接地设备。4、全套大型焊管制造机组厂家查看被试压工件外表有无缺点,隔爆面无划伤、磕碰,一切紧固件拧紧,不得松动。操作步骤。1、设备壳体上调查窗、引进设备等的工装,紧固牢靠,密封胶垫设备正确,确保不发生走漏。2、将隔爆壳体平坦的放在水压台工装上,确保密封胶垫与壳体、实验工装严密结合后,均匀紧固各压紧设备。3、将进水阀门、水压实验机水管及压力表衔接至壳体上。4、翻开进水阀门,将壳体注满水。5、翻开上端排气阀门,发动水压实验机,待排气阀有水溢出后,关闭排气阀,6、缓慢添加压力,注意调查壳体的变化,发现异常,当即中止水压试压机。




