电话:18653406906
18653406907
传真:0534-7630666
邮箱:jnbochen@163.com
网址:www.sdbochen.com
地址:山东禹城市高新区东外环路1999号

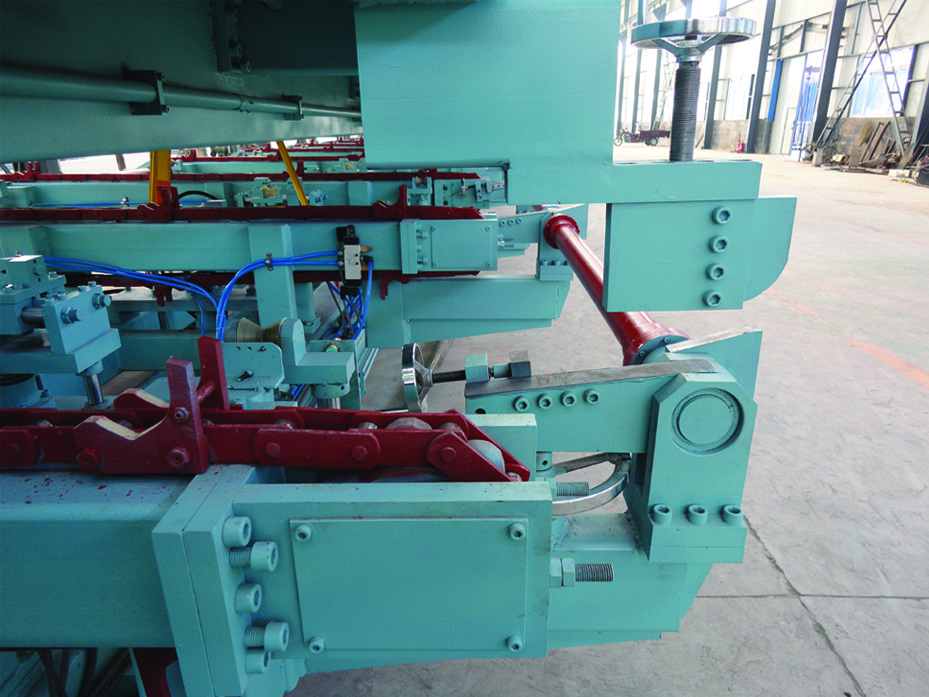
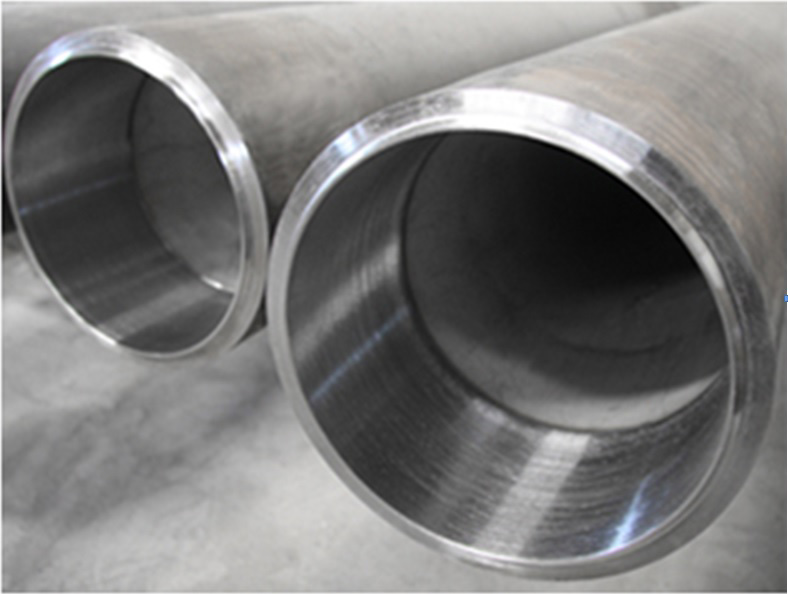
1.包头金属大型焊管制造机组板探:用来制作大口径埋弧焊直缝钢管的钢板进入出产线后,首先进行全板超声波查验;2.铣边:通过铣边机对钢板两边际进行双面铣削,使之到达要求的板宽、板边平行度和坡口形状;3.预弯边:使用预弯机进行板边预弯,使板边具有契合要求的曲率;4.成型:在JCO成型机上首先将预弯后的钢板的一半通过屡次步进冲压,压成"J"形,再将钢板的另一半相同曲折,压成"C"形,构成开口的"O"形。5.包头金属大型焊管制造机组预焊:使成型后的直缝焊钢管合缝并选用气体维护焊(MAG)进行接连焊接;6.内焊:选用纵列多丝埋弧焊(可为四丝)在直缝钢管内侧进行焊接;7.外焊:选用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;8.超声波查验Ⅰ:对直缝焊钢管表里焊缝及焊缝两边母材进行100%的查看;9.X射线查看Ⅰ:对表里焊缝进行100%的X射线工业电视查看,选用图象处理体系以确保探伤的灵敏度;10.扩径:对埋弧焊直缝钢管全长进行扩径以进步钢管的尺度精度,并改进钢管内应力的散布状况。

包头金属大型焊管制造机组在帕斯卡之前就有人研讨过液体静力学,而且不很明确地得到了帕斯卡定律。例如荷兰人斯蒂文就曾用试验演示过液体中的压强,他得出定论:液体对盛放液体的容器之底部所施的力只取决于接受压力的面积和它上面液柱的高度,而与容器的形状无关。金属大型焊管制造机组厂家斯蒂文的试验设备中,容器ABCD注满了水,容器底部有一圆形开口EF,盖着一个木制的底盖GH。还有一个容器IRL与ABCD相同高,也注满水,底部也有同样巨细的开口和底盖。他用杠杆拉住底盖,杠杆的另一端加重物T与S,底盖分别被重物T与S提起,而T与S彼此持平。这就证明了,尽管这两个容器的水重不相同,但底盖接受的压力都相同。接着,斯蒂文在这个基础上,证明了液体中各个方向的压强只决定于所在的高度。帕斯卡更深化地研讨了液体的静压力。他明确地表述了液体中任何点上各个方向的压强持平的原理。他的成功主要是把大气压的成因用于解说液体中的压强,找到了两者的共性,而且奇妙地把试验和推理结合起来。他在身后第二年出版的著作《论液体的平衡及空气分量》(1663年)中论说了液体的平衡和浸在液体中的物体所受的压力,接着依据这些结果解说了曾经归结为自然界厌恶真空的种种现象。在这本书中,帕斯卡首要介绍一系列试验结果,然后依据这些试验结果展开了严密的推理。
包头金属大型焊管制造机组以6061铝合金内胆碳纤维全环绕气瓶为例阐明,其较钢制气瓶具有概括功能,作业压力大幅度进步(现在国家规范为35Mpa,日本已达70Mpa),储气量添加,重量减轻约50%,具有更好的耐腐蚀性、绝缘性、减震性和安全性。包头金属大型焊管制造机组其出产方法首要有以下两种:铝合金板材→冲成圆片→多次深冲+退火→旋压收口→热处理→内外表阳极氧化处理→碳纤维环绕层。铝合金管材→旋压成型→旋压收口→热处理→内外表阳极氧化处理→碳纤维环绕层。相对板材切片深冲出产工艺而言,用管材直接旋压出产功率更高,产品质量安稳。尽管管材资料本钱较板材高一些,但概括后续加工本钱、出产功率、质量本钱等因素,其终究出产本钱可能差不多或稍略低。
2018年02月,山东某钢厂检修时发现金属大型焊管制造机组厂家立柱螺纹及对应螺母螺纹均呈现磨损。考虑到拆除返厂或外协机加工修理周期长、费用高,并且会严重影响企业的接连出产,构成企业所不能接受的经济损失。针对此问题与我公司进行了接洽,并与公司达成了在线修正合作事宜,两边并就此展开了积极合作。包头金属大型焊管制造机组是部分钢铁厂正常出产的重要设备,其在运转中呈现损坏停机,将严重影响企业的正常出产。此类问题企业选用传统修正方法很难完结现场修正,只能选用作废替换或外协加工进行修正,选用替换部件或外协加工修正受费用高、时刻长的约束企业难以接受。而选用高分子复合资料经过现场修正,为企业节省了宝贵的出产时刻,费用低价,并且为企业供给了一套全新的修理保护技能手法,再次遇到类似问题时,企业能够在榜首时刻自主处理。福世蓝技能的呈现,完善了企业的设备办理体系,为企业快速、高效修正设备运转中呈现的各种问题供给了手法和依据,为企业设备办理水平的进步奠定了杰出的技能根底。




